

I enhver stempelforbrenningsmotor er det en del som forbinder stempelet med det øvre hodet på koblingsstangen - stempelpinnen.Alt om stempelstifter, deres designfunksjoner og installasjonsmetoder, samt riktig valg og utskifting av ulike typer stifter er beskrevet i detalj i artikkelen.
Hva er en stempelstift
Stempelpinnen (PP) er en komponent i stempelgruppen til forbrenningsmotoren;stål hul sylinder, ved hjelp av hvilken stempelet og koblingsstangen er hengslet.
I frem- og tilbakegående forbrenningsmotorer utføres overføringen og konverteringen av krefter som oppstår fra forbrenningen av drivstoff-luftblandingen i sylinderen av en stempelgruppe og en sveivmekanisme.Hoveddelene av disse systemene inkluderer et stempel og en koblingsstang med hengselledd, på grunn av hvilke det er mulig å avvike koblingsstangaksen fra stempelaksen når den er mellom øvre og nedre dødpunkt (TDC og TDC).Hengselforbindelsen til stempelet og koblingsstangen er implementert ved hjelp av en enkel del - en stempelstift.
Stempelpinnen løser to hovedoppgaver:
● Fungerer som et hengsel mellom stempelet og koblingsstangen;
● Gir overføring av krefter og dreiemoment fra koblingsstangen til stempelet ved start av motoren og fra stempelet til koblingsstangen når motoren er i gang.
Det vil si at PP ikke bare kobler stempelet og koblingsstangen til et enkelt system (som også inkluderer veivakselen), men sørger også generelt for den koordinerte driften av stempelgruppen og motorens veivmekanisme.Derfor påvirker eventuelle funksjonsfeil eller slitasje på fingeren driften av hele kraftenheten negativt, og krever rask reparasjon.Men før du kjøper nye stempelstifter, bør du forstå deres design og noen funksjoner.
Typer, enhet og egenskaper for stempelstifter
Alle for tiden brukte stempelstifter har i hovedsak samme design: Generelt er det en hul stålstang med relativt tynne vegger installert i stempelbossene og det øvre koblingsstanghodet.I endene av tappen fjernes avfasninger (ekstern og intern), som sikrer enkel installasjon av delen i stempelet eller koblingsstangen, og forhindrer også skade på andre deler i tilfelle utilsiktet kontakt med dem.
Samtidig kan forskjellige hjelpeelementer utføres i fingrene:
● Bringe de indre veggene inn i en kjegle fra midten til utsiden for å lette fingeren samtidig som den opprettholder styrken;
● Interne ringbelter i den sentrale delen av fingeren for å herde den;
● Tverrgående sidehull for stiv fiksering av tappen i stempelbossen.
Stempelstifter er laget av mykt strukturelt karbon (15, 20, 45 og andre) og noen legerte (vanligvis krom 20X, 40X, 45X, 20HNZA og andre) stål.Den ytre overflaten og et lite belte i enden av deler laget av bløtt stål karbureres og bråkjøles til en dybde på 1,5 mm til en hardhet på 55-62 HRC er nådd (mens det indre laget har en hardhet i området 22- 30 HRC).Deler laget av middels karbonstål er vanligvis herdet med høyfrekvente strømmer.Etter varmebehandling utsettes den ytre overflaten av PP for sliping.Herding av delen gir høy motstand på dens ytre overflate mot slitasje, mens viskositeten til de indre lagene av veggen beholder fingerens evne til å motstå støtbelastninger og vibrasjoner.Overflatesliping eliminerer områder med farlige påkjenninger, som under motordrift kan føre til slitasje, herding eller til og med ødeleggelse av deler.
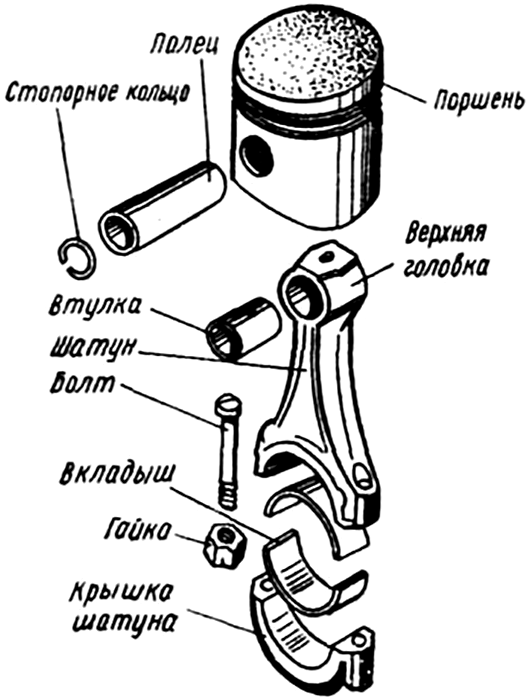
Typisk stempeldesign med koblingsstang
Som allerede angitt, er stempelpinnen plassert i stempelet og det øvre hodet på koblingsstangen, og kobler disse delene til ett system.I stempelet for denne delen er det to forlengelser med tverrgående hull - bosser.Det er to designalternativer for hengslet mellom stempelet og koblingsstangen:
● Med en "flytende" finger;
● Med en finger presset inn i koblingsstangen.
Den andre ordningen er enklest implementert: i dette tilfellet presses PP inn i det øvre (ett stykke) hodet på koblingsstangen, som forhindrer dens aksiale forskyvning, og i stempelbossene er den plassert med et visst gap , som gjør det mulig å dreie stempelet i forhold til PP under drift av kraftenheten i alle moduser.Spalten gir også smøring av gnidningsdeler (selv om på grunn av det lille gapet, fungerer fingeren og overflatene til bossene i kontakt med den alltid i utilstrekkelig smøremodus).Denne ordningen ble brukt på innenlandske biler VAZ-2101, 2105, 2108, den er mye brukt på moderne modeller av utenlandsk produksjon.
Den "flytende" fingerordningen er mer kompleks, da den har flere hjelpedeler.I denne ordningen er PP med et lite gap installert i begge deler - både i stempelbossene og i det øvre koblingsstanghodet, dette sikrer fri rotasjon under motordrift.For å forhindre aksial forskyvning av fingeren, brukes fjærende festeringer, plassert på tvers av hullene i bossene - de tjener som stoppere for PP, og forhindrer at den faller ut.Ringene kan være laget av fjærtråd med sirkulært tverrsnitt eller stemplet av metallplater.I sistnevnte tilfelle har delene et rektangulært tverrsnitt, og hull for verktøyet er anordnet i begge ender for enkel installasjon og fjerning av ringene.
I noen tilfeller brukes låsesopp eller plugger, de er laget av mykt metall, slik at de ikke skader sylinderspeilet når de kommer i kontakt med det.Plugger brukes i totaktsmotorer med et visst arrangement av inntaks- og eksosvinduer, og forhindrer uønsket gasstrøm mellom dem.Noen ganger brukes den til å feste delen med en skrue skrudd inn i den nedre delen av bosset og inn i hullet på enden av PP.
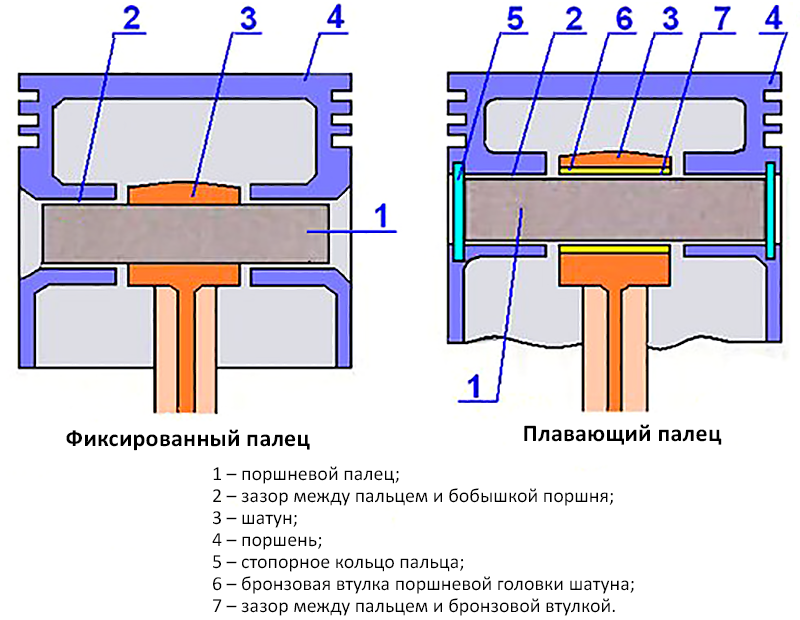
Faste og flytende stempelstifter
PP, uavhengig av installasjonsmetoden, kan ha en forskyvning i forhold til stempelaksen, som når halvannen eller flere millimeter.Denne forskyvningen er rettet mot å redusere de dynamiske belastningene som stempelet, PP og vevstagshodet utsettes for under TDC og TDC.Stempelet i sin bevegelse til TDC og til TDC presses mot den ene veggen av sylinderen, noe som også fører til at PP presses mot den ene veggen av hullene inne i bossene.Som et resultat er det krefter som gjør det vanskelig å dreie PP i paringsdelene, og når du passerer TDC og TDC, kan svingen skje brått - dette skjer med et slag, som manifesteres av en karakteristisk banking.Disse faktorene elimineres nøyaktig ved å installere PP i stempelet med en viss akseforskyvning.
Hvordan velge og erstatte stempelstiften
Under driften av motoren, spesielt i alternerende modus, blir fingrene utsatt for betydelige belastninger, de slites ut, kan deformeres og krever utskifting.Behovet for å erstatte fingrene indikeres av forverringen av kompresjonen og en reduksjon i de dynamiske egenskapene til motoren, som i tillegg manifesteres av en karakteristisk bank.
Reparasjon av kraftenheten er i dette tilfellet redusert til utskifting av fingre, og noen ganger parringsdeler - koblingsstanghodebøssinger i systemer med "flytende" PP, ringer og andre.Valg av nye fingre og andre deler utføres i henhold til reparasjonsdimensjonene.For de fleste innenlandsmotorer tilbys for eksempel deler av tre reparasjonsstørrelser, som varierer med 0,004 mm (for eksempel bruker VAZ-motorer ofte pinner med en diameter på 21,970-21,974 mm (1. kategori), 21.974-21.978 mm (2. kategori) og 21.978-21.982 mm (3. kategori)).Dette gjør det mulig å velge pinner med forskjellige diametre, under hensyntagen til økningen i diameteren til hullene i de sammenkoblede delene på grunn av slitasje og påfølgende boring.Boring utføres alltid for de samme reparasjonsdimensjonene, og hvis slitasjen på deler overstiger de spesifiserte områdene, må de erstattes.
Som regel selges fingrene i sett (2, 4 eller flere stykker), noen ganger sammen med festeringer og andre deler.
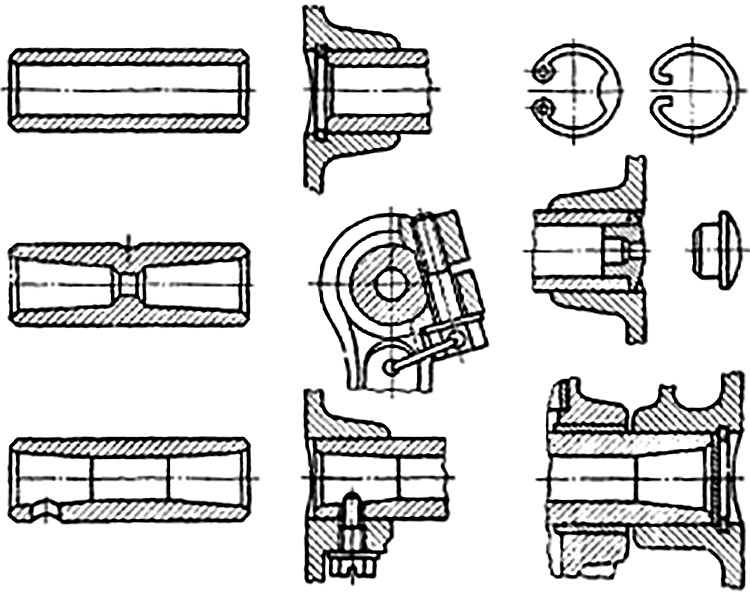
Stempelstifter av forskjellige typer og metoder for deres fiksering i stempelet
Når du reparerer en stempelgruppe med "flytende" pinner, er det ikke nødvendig å bruke spesialutstyr - installasjonen av deler i bossene og koblingsstanghodet utføres med håndkraft.Hvis fingeren endres med fiksering i koblingsstangen, må du bruke en spesiell enhet for å trykke og trykke på PP (i det enkleste tilfellet kan disse være bøssinger og stenger, men fagfolk bruker mer komplekse mekaniserte enheter som ligner på en skrustikke ).
I noen tilfeller utføres installasjonen av den "flytende" PP i bossene også i interferens, for dette oppvarmes stempelet i vann eller annen væske til 55-70 ° C før installasjon.Faktum er at et aluminiumsstempel utvider seg raskere enn en stålpinne, så på en uoppvarmet motor øker gapet mellom delene og en banking vises.Når du installerer PP i interferensen, oppstår gapet bare når motoren varmes opp, noe som forhindrer innvirkning av deler og følgelig banking.
Det skal bemerkes at arbeidet med å erstatte stempelpinnene krever betydelig demontering av motoren, så det er bedre å utføre dem med passende erfaring eller stole på fagfolk.Bare med riktig valg av fingre og riktig reparasjon vil stempelgruppen fungere pålitelig og effektivt, og sikre høy ytelse til kraftenheten.
Innleggstid: Jul-11-2023